本技术涉及智能缝纫,尤其涉及一种全自动模板机的断针保护方法及模板机。
背景技术:
1、缝纫机用于将一根或多根缝纫线,在缝料上形成一种或多种线迹,以将一层或多层缝料交织或缝合起来,使得缝料整齐美观、平整牢固。
2、目前,服装加工在生产同样式缝...
一种全自动模板机断针保护方法、模板机及其工艺
本技术涉及智能缝纫,尤其涉及一种全自动模板机的断针保护方法及模板机。
背景技术:
1、缝纫机用于将一根或多根缝纫线,在缝料上形成一种或多种线迹,以将一层或多层缝料交织或缝合起来,使得缝料整齐美观、平整牢固。
2、目前,服装加工在生产同样式缝料产品时,大部分会使用具有固定缝槽的模板进行铺压后缝合,以确保每个产品具有相同的走线样式,但是,在缝合过程中,会容易出现模板不一致,发生针头相对于模板缝槽发生偏移,导致针头扎在模板上,发生断针现象,且因结构细小,针头替换操作困难,严重降低产品加工效率。
技术实现思路
1、为了降低由于针头与模板发生偏移,导致针头扎在模板上,发生断针现象,本技术提供了一种全自动模板机的断针保护方法及模板机。
2、第一方面,本技术提供的一种模板机,采用如下的技术方案:
3、一种全自动模板机的断针保护方法,包括:接收模板操作指令,并在预设操作模板信息中匹配出第一预设模板类型及对应的第一缝槽走线信息;检测所述模板的类型是否与所述第一预设模板类型相同,若相同,则基于所述第一缝槽走线信息,调整压脚抵接于所述模板缝槽中的布料进行缝纫,其中所述模板中夹合有所述布料。
4、通过采用上述技术方案,通过接收模板操作指令,并在预设操作模板信息中匹配出第一预设模板类型及对应的第一缝槽走线信息,检测模板的类型是否与第一预设模板类型相同,若相同,则基于第一缝槽走线信息,调整压脚抵接于模板缝槽中的布料进行缝纫,可以实现基于模板的类型,来调整压脚以确保压脚能够抵接于模板缝槽中的布料,进而来实现针头与模板缝槽的对应,降低针头扎在模板上导致断针现象的发生。
5、可选的,在所述检测所述模板的类型是否与所述第一预设模板类型相同,若相同,则基于所述第一缝槽走线信息,调整压脚抵接于所述模板缝槽中的布料进行缝纫,还包括:检测机台上的夹持移动件是否放置有所述模板,若有,则调整机台上的调节件以夹持所述模板。
6、通过采用上述技术方案,通过检测机台上的夹持移动件是否放置有模板,若有,则调整机台上的调节件以夹持模板,可以实现模板机自动检测模板,以自动夹持模板,增加模板机的智能性,提高操作人员的体验感。
7、可选的,在所述检测所述模板的类型是否与所述第一预设模板类型相同,若相同,则基于所述第一缝槽走线信息,调整压脚抵接于所述模板的缝槽,进行缝纫之前,还包括:检测模板放置的位置是否在预设调整范围内,若是,则基于所述模板放置的位置调整机头位置。
8、通过采用上述技术方案,通过检测模板放置的位置是否在预设调整范围内,若是,则基于模板放置的位置调整机头位置,可以实现在一定的调整范围内基于模板的位置,进行调整机头位置,以确保压脚能够抵接于模板缝槽中的布料进行缝纫。
9、可选的,在所述检测所述模板的类型是否与所述第一预设模板类型相同之后,还包括:若不相同,则进行警报,并在所述预设操作模板信息中匹配出第二预设模板类型及对应的第二缝槽走线信息,待用户进行确认后缝纫。
10、通过采用上述技术方案,当检测模板的类型与第一预设模板类型不相同之后,能够及时警报,以避免在缝纫时,因模板类型与第一预设模板类型不匹配,针头扎在模板上导致针头断裂;以及在警报时,能够给出供操作人员进行选择确认的第二预设模板类型及对应的第二缝槽走线信息,以便于操作人员进行及时更正。
11、可选的,在所述接收模板操作指令,在预设操作模板信息中匹配出第一预设模板类型及对应的第一缝槽走线信息之前,还包括:接收操作模板的配置信息,得到所述预设操作模板信息。
12、通过采用上述技术方案,通过在操作模板机进行缝纫工作之前,先对模板机进行预设模板的配置,以得到不同模板对应的不同操作指令,可以便于提高后续针对不同类型模板处理的准确性及效率。
13、第二方面,本技术公开了一种模板机,用于执行上述实施例中所述的全自动模板机的断针保护方法,采用如下的技术方案:
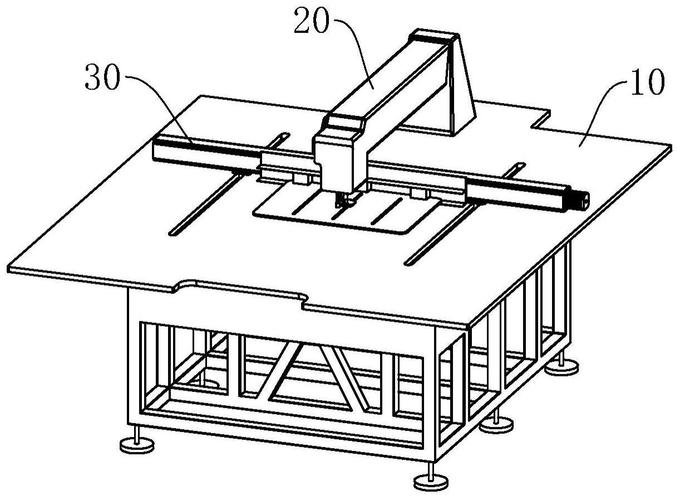
14、一种模板机,包括:机台;缝纫机构,包括机头、缝纫组件和第一模板检测件,所述机头一端固定在所述机台上,另一端固定所述缝纫组件,所述缝纫组件包括压脚驱动件、压脚件、缝纫驱动件和缝纫件,所述压脚驱动件和所述缝纫驱动件位于所述机头内,所述压脚件一端连接所述压脚驱动件,另一端穿出所述机头,所述缝纫件一端连接所述缝纫驱动件,另一端穿出所述机头连接针头,所述第一模板检测件设置在所述机头上;移动机构,包括第一直线移动组件、第二直线移动组件和模板夹持组件,所述第一直线移动组件用于驱动模板朝第一方向移动,第二直线移动组件用于驱动模板朝第二方向移动,所述第一方向和所述第二方向垂直,所述模板夹持组件包括夹持移动件和调节件,所述夹持移动件可移动式设置在所述第一直线移动组件上,调节件设置在夹持件上用于可调节式夹持模板。
15、通过采用上述技术方案,通过设置机台、缝纫机构、移动机构,缝纫机构包括机头、缝纫组件和第一模板检测件,移动机构包括第一直线移动组件、第二直线移动组件和模板夹持组件,可以实现通过检测机台上夹持的模板类型,来实现机头带动缝纫组件在x轴和y轴方向进行灵活移动,以调整压脚确保压脚能够抵接于模板缝槽中的布料,进而来实现针头与模板缝槽的对应,降低针头扎在模板上导致断针现象的发生。
16、可选的,所述缝纫组件还包括用于抵接模板的辅助件,所述辅助件一端固定在所述压脚件上,另一端连接有中空罩体,用于罩设在所述压脚件和所述缝纫件远离所述机头的一端。
17、通过采用上述技术方案,通过设置抵接模板的辅助件,且罩设压脚件和针头,可以辅助压脚件进行模板缝槽的精准对照,进而避免针头扎在模板上导致断针。
18、可选的,所述机头上设置有对应所述压脚驱动件和所述缝纫驱动件的散热件,所述散热件上设置有散热孔。
19、通过采用上述技术方案,通过在机头上设置散热件,可以加快压脚驱动件和缝纫驱动件的散热,以降低因压脚驱动件和缝纫驱动件温度过高,导致模板机工作异常的情况发生。
20、可选的,所述模板夹持组件还包括第二模板检测件和调节驱动件,所述第二模板检测件设置在所述夹持移动件上,所述调节驱动件设置在所述夹持移动件上驱动连接所述调节件。
21、通过采用上述技术方案,通过设置第二模板检测件和调节驱动件,可以实现通过检测模板的存在,来实现模板的自动夹持,进而增加模板机的智能性,提高操作人员的体验感。
22、可选的,所述模板夹持组件还包括启动键,所述启动键设置在所述机台上连接所述调节驱动件。
23、通过采用上述技术方案,通过设置启动键,可以供操作人员启动夹持件,以便于操作人员进行操作以更换模板。
24、综上所述,本技术包括以下至少一种有益技术效果:
25、1.通过接收模板操作指令,并在预设操作模板信息中匹配出第一预设模板类型及对应的第一缝槽走线信息,检测模板的类型是否与第一预设模板类型相同,若相同,则基于第一缝槽走线信息,调整压脚抵接于模板缝槽中的布料进行缝纫,可以实现基于模板的类型,来调整压脚以确保压脚能够抵接于模板缝槽中的布料,进而来实现针头与模板缝槽的对应,降低针头扎在模板上导致断针现象的发生。
26、2.通过检测机台上的夹持移动件是否放置有模板,若有,则调整机台上的调节件以夹持模板,可以实现模板机自动检测模板,以自动夹持模板,增加模板机的智能性,提高操作人员的体验感。
27、3.通过检测模板放置的位置是否在预设调整范围内,若是,则基于模板放置的位置调整机头位置,可以实现在一定的调整范围内基于模板的位置,进行调整机头位置,以确保压脚能够抵接于模板缝槽中的布料进行缝纫。
模板 所述 第一 缝纫 缝槽 类型
热门文章
-

杭州文海实验多名学生流鼻血,官方连夜成立联合工作组彻查工厂排放
-

万茜颜值进阶史:从青涩到“清冷系天花板”的蜕变之路
-

杨少华遗体告别仪式:亲友送别,赵本山送花圈,杨威杨议忙后事
-

长江商学院自创办第一天起 始终以为中国和世界培养一批具有全球视野
-

深圳南山区“美澳口腔”诊所“跑路”风波:数百患者维权,交款种牙却陷入困境
-

“超级工程”渐行渐近,重庆破局,宜昌“躺赢”?
-
国务院总理李强在天津出席2025年夏季达沃斯论坛工商界代表座谈会
-
电脑恢复出厂设置步骤详解:备份数据及各操作要点
-

首份2025年中报周二亮相,12家公司净利润预增超10倍,华银电力暂居榜首
-

十三岁的星辰:云南女孩侯静怡短暂而明亮的一生
-

广州英华思力足球俱乐部翻译徐进遭日籍教练霸凌猝死,家属讨公道
-

巨子生物“变卦”背后:胶原蛋白检测风波与医美巨头商战
最近发表
-

理财故事:基金投教如何帮普通人赚到长期钱
-

电脑无法从U盘引导启动?先改BIOS再查U盘制作
-

如何做好信息安全?从骚扰电话看个人信息泄露维权
-
如何做好信息安全?5分钟搞定这5件事,保护个人数据安全
-
修改符号有哪些?教你用对modify、revise、amend、alter
-
普通人如何做好信息安全?云南网警教你防信息泄露
-

贯彻总书记指示精神,做好网络安全工作的总体目标与要点
-

学校演习变搞笑赛跑,学生跑丢方向笑翻全场
-

cmdb 外贸稳增显韧性,中国制造全球供应链优势凸显
-

学校元旦联欢搞笑新闻稿:老师们的才艺翻车现场
-
U盘装系统进不去引导?教你几招解决启动失败
-

学校搞笑新闻稿:开学典礼上校长讲段子,新生笑翻全场